In overall industrial gas supply system engineering design, factory
electromechanical supporting, outdoor modular gas supply projects and
skid-mounted integrated gas supply projects, membrane nitrogen generators have
become the preferred gas source equipment for field oil and gas engineering,
vehicle-mounted mobile gas supply, offshore platform gas supply and factory
simple supporting gas supply projects. They own prominent engineering advantages
including extremely simple mechanical structure, no moving vulnerable valves,
low civil engineering dependence and all-weather unattended operation, compared
with PSA nitrogen generators which require complex valve timing control and
supporting civil construction. Simply understanding theoretical separation
principles cannot meet the demands of project selection, on-site construction,
system docking and long-term engineering operation and maintenance. From a
full-dimensional engineering application perspective, this paper analyzes the
engineering working logic, hierarchical hardware structure, standardized on-site
construction process, boundary working condition adaptation parameters, system
linkage commissioning specifications and common risk prevention points of
membrane nitrogen generation systems based on Membrane Nitrogen Generator
Working Principle, providing complete and operable technical references for
general electromechanical contracting, factory gas supply renovation and outdoor
skid-mounted gas supply projects.
In terms of underlying physical separation engineering principle, membrane
nitrogen generation realizes nitrogen and oxygen separation relying on the
selective permeation mechanism of polymer hollow fiber membranes, forming a pure
physical steady-state separation engineering system without chemical reaction or
adsorption and regeneration timing action. Different gas molecules in air have
differentiated permeation rates: small molecules such as water vapor, oxygen and
carbon dioxide penetrate the hollow fiber membrane wall and discharge rapidly,
while nitrogen molecules with slow permeation rate are intercepted and enriched
to form qualified product nitrogen. Different from the dynamic cycle engineering
logic of dual-tower alternating pressure charging and pressure relief adopted by
PSA nitrogen generators, Membrane Nitrogen Generator Working Principle adopts
continuous steady-state air intake and separation mode. There is no severe
pressure fluctuation or frequent valve opening and closing impact throughout
operation, resulting in extremely low pressure impact load on the whole machine.
It avoids common engineering installation defects such as pipeline resonance,
interface air leakage and fuselage vibration fundamentally, adapting to offshore
platforms, vehicle-mounted mobile and field temporary gas supply projects with
strict seismic requirements.
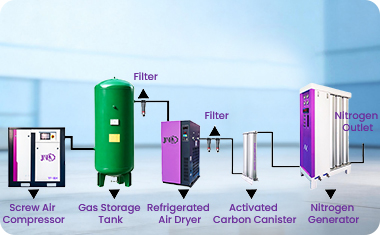
In combination with modular hardware engineering architecture, the complete
membrane nitrogen generation system consists of four series-connected
engineering units, forming a closed-loop gas supply engineering pipeline
complying with industrial electromechanical engineering design standards. The
first stage is the front air pretreatment engineering unit, including
refrigerated dryers, three-stage precision filters and gas storage buffer tanks.
Its core engineering function is to remove liquid water, oil mist and solid dust
from compressed air, and stabilize the intake air dew point below -40℃. From the
perspective of engineering design, membrane modules are most vulnerable to
irreversible membrane pore blockage caused by attached water vapor and oil
contamination. Therefore, redundant design of the front purification system is
the core guarantee link of the entire gas supply project, as well as a key
mandatory indicator for project acceptance. The second stage is the pressure
stabilization and regulation engineering unit, equipped with high-precision
pneumatic pressure stabilizing valves and flow control valves. It keeps the
inlet pressure of membrane modules stably within the standard engineering range
of 0.8–1.0MPa with pressure fluctuation control error less than ±0.02MPa,
preventing damage to hollow fiber membrane wires caused by sudden pressure
changes and ensuring long-term stable nitrogen purity output. The third stage is
the core membrane separation engineering unit, integrated by multiple hollow
fiber membrane modules in parallel. The engineering design adopts parallel
capacity expansion instead of series pressurization, which increases gas
production flow on demand without changing the separation load of single
membrane fiber. It ensures the annual performance attenuation rate of the system
is lower than 1% during long-term operation. The fourth stage is the rear
nitrogen buffering and detection engineering unit, built-in online purity
analyzers, pressure transmitters and emergency vent valves. It feeds back
real-time gas production parameters and automatically vents unqualified gas to
ensure qualified gas source for rear-end gas supply pipelines.
Focusing on on-site engineering installation and layout specifications, the
membrane nitrogen generator features excellent on-site engineering adaptability
thanks to its minimalist structure, greatly reducing civil construction and
pipeline construction costs. In terms of civil engineering requirements, the
equipment requires no load-bearing foundation hardening, independent sound
insulation machine room or special exhaust pressure relief duct. It can meet
acceptance standards with simple horizontal installation on flat ground, cutting
civil construction period by more than 60% compared with PSA nitrogen generation
projects. In terms of pipeline docking engineering, the system operates under
constant pressure throughout operation without matching pulse pressure
pipelines. Standard general industrial pipe diameters can be directly connected
to the original factory gas supply main pipe network without reconstructing
original pipeline structures. In terms of spatial layout engineering, the
integrated skid-mounted machine supports three installation modes: vertical
type, horizontal type and outdoor rainproof cabinet type. It adapts to three
extreme on-site working conditions including narrow machine rooms, open-air
exposed environments and closed vehicle-mounted cabins, requiring no additional
electromechanical structural modification. It meets the requirements of rapid
site entry, quick pipeline connection and fast commissioning for emergency gas
supply projects.
In view of boundary working condition engineering adaptation and parameter
commissioning standards, this paper clarifies applicable working condition
boundaries based on Membrane Nitrogen Generator Working Principle to prevent
project rework caused by over-limit operation on site. The standard applicable
ambient temperature ranges from -20℃ to +55℃. No auxiliary heating or cooling
equipment is required under high and low temperature environments. There will be
no molecular sieve failure in low temperature or valve timing disorder in high
temperature, perfectly fitting field low-temperature projects in northern
regions and open-air high-temperature factory projects in southern regions. In
terms of nitrogen purity adjustment, stepless purity adjustment from 95% to
99.9% can be realized only by adjusting intake flow and working pressure without
disassembling or modifying hardware, matching gas supply standards of different
projects such as welding protection, pipeline purging, oil and gas replacement
and explosion-proof inerting. Meanwhile, the system has no complex electrical
timing program and strong anti-electromagnetic interference capability. It can
operate stably in chemical plants and power transformation supporting projects
with strong electromagnetic interference without electric control failure and
unexpected shutdown.
Finally, this paper sorts out engineering application advantages and
operation and maintenance specifications by comparing with similar nitrogen
generation equipment from the perspective of full-life cycle engineering
operation and maintenance and risk prevention. In terms of engineering loss,
membrane nitrogen generators have no moving solenoid valves or adsorbent
fillers, with 70% fewer annual maintenance inspection points than PSA nitrogen
generators. There is no complicated maintenance work such as molecular sieve
replacement and valve calibration. In terms of engineering failure rate, the
steady-state continuous operation structure rarely causes mechanical faults,
with the mean time between failures reaching 80,000 hours, greatly reducing
later maintenance budgets of engineering projects. This paper also clarifies
engineering operation taboos: direct connection of unpurified oil-containing
compressed air to membrane modules, high-pressure impact exceeding 1.1MPa and
long-term overload air intake are strictly prohibited. Following the above
engineering specifications can extend the service life of membrane modules to
8–10 years.
In conclusion, Membrane Nitrogen Generator Working Principle endows the
equipment with core engineering characteristics including low civil engineering
dependence, low vibration interference, low maintenance difficulty, strong
working condition adaptability and easy modular integration. Against the current
engineering trend of fast project delivery, lightweight construction and
unattended operation and maintenance, membrane nitrogen generation systems are
more suitable for modular skid-mounted projects, outdoor mobile gas supply
projects, offshore platforms and remote factory gas supply projects, providing
integrated gas source solutions with simpler construction, higher stability and
lower construction and operation costs for industrial gas supply
electromechanical projects.