The food and beverage industry has extremely strict requirements for
production hygiene standards, product freshness, taste quality and storage
cycle. As a food-grade inert protective gas, nitrogen is widely used in the
whole production process of filling, packaging, fresh-keeping and anti-oxidation
preservation of various products such as carbonated drinks, fruit juice
beverages, bottled tea drinks, dairy products and functional beverages.
Traditional gas supply equipment usually has problems such as unstable air
pressure, substandard gas purity, and excessive oil and water impurities, which
easily cause quality problems such as oxidative deterioration, taste deviation
and shortened shelf life of beverages. The nitrogen compressor for beverage
industry is special compressed gas supply equipment customized and developed for
the working conditions of the beverage industry. Complying with the food safety
production specifications of the beverage industry, it provides core guarantee
for the whole chain of beverage processing, filling and fresh-keeping with
clean, stable and impurity-free compressed gas sources, and serves as key
supporting equipment for the large-scale and standardized production of modern
beverages.
From the perspective of the production characteristics of the beverage
industry, the entire beverage production process has mandatory standards for gas
source cleanliness, prohibiting impurities such as oil gas, water vapor and dust
from entering the production link, otherwise it will directly pollute beverage
raw materials and cause hidden dangers to food safety. The processes of
nitrogen-filled fresh-keeping, filling anti-oxidation, tank pressure protection
and material sealing in beverage production all require food-grade nitrogen with
constant pressure and stable purity. Ordinary air compressors and compression
equipment do not have food-grade purification treatment, with excessive oil and
water content in compressed air, failing to meet the hygiene standards for
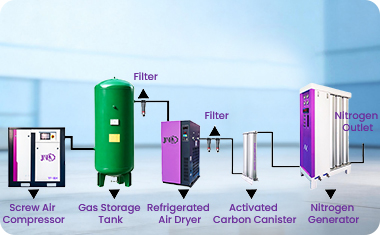
beverage production. Equipped with a multi-layer precision purification and
filtration system, the nitrogen compressor for beverage industry can efficiently
filter water vapor, oil stains and fine impurities, produce pure compressed
nitrogen that meets food safety production standards, eliminate pollution
problems from the source of gas supply, and ensure safe and compliant beverage
production.
In terms of beverage fresh-keeping and quality optimization, this special
nitrogen compressor has irreplaceable industry advantages. Beverages such as
fruit juice, tea drinks and dairy products are rich in active substances such as
vitamins and amino acids, which are prone to oxidation reactions when exposed to
oxygen, resulting in darkened color, lost flavor, deteriorated acidity and other
problems, seriously affecting product quality and shelf life. The high-purity
nitrogen stably output by the nitrogen compressor for beverage industry can
quickly replace the oxygen inside containers during beverage filling and tank
sealing, create an oxygen-free inert protective environment, effectively inhibit
microbial growth and material oxidation, maximize the retention of the original
flavor, color and nutritional components of beverages, greatly extend the
product shelf life, and help enterprises reduce product deterioration
losses.
Adapted to the continuous mass production working conditions of the
beverage industry, the equipment adopts intelligent voltage-stabilized
compression technology with continuous and stable gas supply pressure without
air pressure fluctuation and gas supply interruption. It can perfectly match the
operation rhythm of high-speed filling production lines, avoid production
defects such as filling volume deviation, loose tank sealing and liquid leakage
caused by unstable air pressure, and effectively improve the product yield.
Meanwhile, the equipment adopts a low-noise and energy-saving design with stable
operation and low failure rate. It can work continuously for 24 hours to adapt
to the mass production needs of assembly lines in large-scale beverage
factories. It also features simple operation and maintenance without complicated
maintenance procedures, effectively reducing enterprise production and operation
costs.
In addition, the nitrogen compressor for beverage industry is strictly
designed in accordance with the hygiene and safety specifications of the food
industry. The body material is anti-corrosion, anti-rust and easy to clean
without hygienic dead corners, which adapts to the regular disinfection and
cleaning operations of workshops, avoids bacterial growth, and fully meets all
qualification requirements for safe and clean production in the food and
beverage industry. With increasingly stringent market requirements for beverage
quality and food safety, special nitrogen compression equipment for the beverage
industry enables enterprises to achieve multiple goals of quality improvement,
fresh-keeping, cost reduction and compliance, completely solve the quality
hidden dangers and production shortcomings caused by traditional gas supply
equipment, help beverage enterprises create high-quality beverages, enhance
product market competitiveness, and promote the upgrading of beverage production
technology to cleanliness, standardization and high efficiency.