The production process of the chemical industry is complex, involving a
large number of flammable and explosive solvents, volatile chemical raw
materials and high-pressure reaction procedures. Fire prevention, explosion
prevention and anti-oxidation deterioration are the core management priorities
of chemical safety production. Chemical inerting technology builds an inert
safety atmosphere by filling high-purity nitrogen into reaction kettles, storage
tanks, conveying pipelines, closed workshops and other spaces to replace
internal oxygen and combustible gases, fundamentally eliminating safety
accidents such as combustion, explosion and material oxidation failure. As the
core power equipment of the chemical inerting system, the nitrogen compressor
for chemical inerting undertakes the key functions of nitrogen pressurization,
stable transmission and constant-pressure gas supply. It is a core device that
ensures the implementation of chemical inerting processes and strengthens the
safety defense line of chemical production. Its operational stability, pressure
accuracy and gas supply efficiency directly determine the inerting effect and
production safety level.
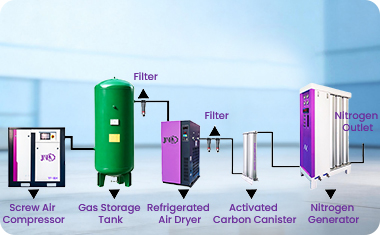
From the core function of the nitrogen compressor, conventional nitrogen
making equipment can only complete air separation and nitrogen production, and
the produced atmospheric pressure nitrogen cannot meet the working condition
requirements of long-distance chemical transportation, high-pressure inerting of
closed tanks and continuous dynamic inerting. Chemical inerting operations have
strict standards for the delivery pressure and flow uniformity of nitrogen.
Low-pressure nitrogen cannot quickly replace the air inside the equipment, and
will also cause problems such as gas supply attenuation and incomplete local
inerting, leaving potential safety hazards. Specially optimized for chemical
inerting working conditions, the nitrogen compressor for chemical inerting can
accurately pressurize and stabilize atmospheric high-purity nitrogen, output
high-pressure nitrogen with stable pressure and sufficient flow, effectively
solve industrial pain points such as large nitrogen transmission resistance,
insufficient terminal pressure and uneven inerting, and adapt to full-scenario
operation requirements including static inerting of chemical storage tanks,
dynamic inerting during reaction processes and pipeline purging inerting.
Chemical production working conditions are complex and changeable, and
harsh environments such as high temperature, dust and corrosive gas put forward
extremely high requirements for equipment reliability. Ordinary general-purpose
nitrogen compressors have weak protection performance and low pressure control
accuracy, and are prone to faults such as pressure fluctuation, component wear
and seal leakage during long-term operation, resulting in interruption of
inerting processes. Adopting industrial-grade anti-corrosion and sealing
structures, the special nitrogen compressor for chemical inerting has core
compression components strengthened for wear resistance, which can adapt to the
harsh operating environment of chemical workshops with strong anti-interference
ability and long-term stability. Equipped with an intelligent pressure
regulation system, the equipment can accurately adjust the output pressure and
gas supply flow according to the inerting standards of different chemical
processes, keep the nitrogen transmission pressure constant at all times, avoid
dual problems of closed equipment damage caused by excessive pressure and
inerting failure caused by insufficient pressure, and realize refined and
standardized inerting operations.
In terms of safety production and long-term operation and maintenance, the
nitrogen compressor for chemical inerting has irreplaceable application value.
Oxygen enrichment in the links of chemical raw material storage and reaction is
extremely likely to cause major safety accidents such as material oxidation,
spontaneous combustion and explosion, and stable high-pressure nitrogen supply
is the key to continuously maintaining an inert atmosphere. Cooperating with
nitrogen making units, the equipment can realize 24-hour uninterrupted
continuous operation, meet the all-weather and large-scale inerting protection
needs of chemical enterprises, and eliminate safety blind spots caused by
intermittent gas supply. Meanwhile, it is equipped with multiple safety
mechanisms such as overload protection, pressure relief protection and fault
self-inspection, ensuring safe and controllable operation and complying with the
safety specifications of high-risk chemical operations. Compared with
traditional gas supply equipment, it has lower energy consumption and less loss,
requires no frequent maintenance and overhaul, greatly reduces the safety
production operation and maintenance costs of enterprises, and balances safety,
stability and economy.
With the continuous upgrading of safety production standards in the
chemical industry, intelligent, refined and highly reliable inerting protection
systems have become essential configurations for enterprises’ compliant
production. Relying on professional pressure boosting and stabilizing
performance, strict working condition adaptability and comprehensive safety
protection design, the nitrogen compressor for chemical inerting is perfectly
suitable for the inerting scenarios of fine chemical industry, petrochemical
industry and new material chemical industry. It effectively avoids safety risks
in chemical production, ensures stable material quality, helps chemical
enterprises realize compliant, safe and efficient production, and serves as an
indispensable core power equipment in the modern chemical safety production
system.