Laser cutting is a high-precision process featuring high working pressure
and sharp instantaneous gas flow fluctuation. General standard nitrogen
generators have simplified hardware structure, insufficient specifications of
core components, weak pipeline pressure resistance and delayed response of
electronic control hardware. They fail to meet strict working condition
requirements of laser cutting machines including high-pressure purging,
high-purity oxidation isolation and instantaneous peak gas supply. Consequently,
common production failures such as yellow cutting sections, slag adhesion,
sudden pressure drop, gas supply interruption and contamination damage on laser
lenses frequently occur. Different from general industrial nitrogen generators,
professional Nitrogen Generator For Laser Cutting Machine adopts customized
integrated hardware architecture exclusive for laser industry. It carries out
comprehensive hardware upgrading and structural optimization from five levels:
front gas source hardware, air purification hardware, core nitrogen-oxygen
separation hardware, rear pressure stabilization and boosting hardware, and
intelligent electronic control hardware. This paper analyzes the graded hardware
configuration, hardware selection standards, structural layout design, pressure
adaptation specifications, hardware linkage logic and exclusive redundant
hardware design of the complete system from a pure hardware architecture
perspective. It clearly illustrates how customized hardware structures match
strict gas supply hardware demands of fiber laser cutting machines, CO₂ laser
cutting machines and large-format laser cutting machines, helping purchasers
distinguish standard and simplified models and avoid long-term production risks
caused by hardware reduction.
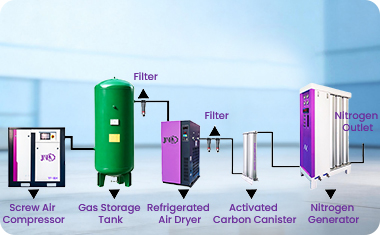
The first level is the front compressed air source hardware unit, serving
as the power foundation of the whole gas supply system. General nitrogen
generators are equipped with standard atmospheric air compressors with
insufficient output pressure and small flow margin, which cannot support
instantaneous peak gas impact during high-frequency laser cutting processes. The
laser-cutting-dedicated nitrogen generator is equipped with oil-free screw air
compressor as standard hardware. Compared with oil-injected air compressors, it
completely avoids oil mixing into rear gas pipelines and protects laser cutting
heads and optical path components fundamentally. Its rated exhaust pressure is
upgraded to 1.0MPa with more than 30% flow redundancy, coping with instantaneous
peak gas demand during plate piercing, high-speed cutting and corner
variable-speed cutting. Meanwhile, a large-capacity air buffer tank with
thickened carbon steel pressure-resistant tank body is installed in the front to
eliminate air flow pressure fluctuation caused by air compressor pulse,
stabilize baseline front air intake pressure and prevent pulse air flow from
interfering with the operation of rear separation hardware. The core design
logic of this hardware unit is sufficient power redundancy and oil-free clean
gas source, building a solid hardware foundation for stable gas supply of the
whole system.
The second level is the multi-stage air purification hardware unit with
full-link precision filtration hardware, protecting core separation components
and precision laser head parts. Laser cutting has much stricter requirements on
nitrogen dryness and cleanliness than ordinary industrial scenarios. Trace water
vapor, dust and oil mist will cause laser lens atomization, cutting head
blockage and oxidized black cutting sections. Therefore, Nitrogen Generator For
Laser Cutting Machine adopts top-grade four-stage purification hardware
architecture, superior to the three-stage filtration standard of conventional
equipment. It is equipped with primary pre-filter, refrigerated air dryer,
adsorption air dryer and three-stage precision oil and dust removal filters in
sequence, forming a dual drying hardware combination of refrigeration and
adsorption. The dew point of compressed air is stably reduced to -60℃, meeting
the laser industry gas source standard ISO8573-1 with zero oil and zero water.
All filter elements adopt thickened imported glass fiber filter materials, and
filter housings adopt seamless high-pressure pressure-resistant structures to
adapt to continuous high-pressure air flow impact. Modular independent layout is
adopted for all purification hardware with mutually independent gas paths. Each
module can be maintained and replaced independently without affecting
synchronous operation of other hardware, balancing purification accuracy and
later hardware maintenance convenience.
The third level is the core PSA nitrogen-oxygen separation hardware unit,
which determines nitrogen purity and gas supply stability as the core
gas-producing hardware of the whole machine. It is the most critical hardware
difference between general nitrogen generators and laser-dedicated models.
General nitrogen generators adopt ordinary carbon steel adsorption towers,
conventional domestic molecular sieves and standard solenoid valves, featuring
unstable purity fluctuation and fast adsorption attenuation, only meeting
conventional gas demand with nitrogen purity of 99%. The laser-dedicated model
adopts thickened stainless steel dual-tower adsorption structure. Double-layer
compression springs and airflow uniform plates are installed inside tower bodies
to prevent molecular sieve pulverization caused by high-pressure air flow
scouring and avoid dust entering rear gas pipelines. Imported high-adsorption
carbon molecular sieves are filled inside with 15% higher packing density, which
can stably output high-purity nitrogen up to 99.9% for a long time, fully
meeting anti-oxidation requirements for mirror cutting of high-reflective
materials such as stainless steel, aluminum alloy and copper plate. Meanwhile,
high-frequency high-pressure resistant pneumatic solenoid valves are equipped,
with 40% faster opening and closing response speed than ordinary valves. It
accurately matches dynamic gas supply rhythm of laser cutting machines, ensuring
delay-free hardware linkage of the whole sequence including adsorption, pressure
equalization and desorption, and preventing instantaneous drop of nitrogen
purity.
The fourth level is the rear pressure stabilization, boosting and buffer
hardware unit, meeting the mandatory high-pressure gas supply hardware
requirements of laser cutting machines. Most laser cutting machines require
nitrogen pressure ranging from 0.8MPa to 1.6MPa to complete gap purging and slag
removal, while ordinary nitrogen generators have no boosting hardware and cannot
reach qualified output pressure. This model is equipped with an integrated
nitrogen boosting hardware module, adopting oil-free pneumatic booster pump
without external power supply, complying with explosion-proof power consumption
specifications of workshops. A dual nitrogen buffer tank system combining
low-pressure tank and high-pressure tank is configured: the low-pressure tank
balances air flow fluctuation of the main nitrogen generator, while the
high-pressure tank stores peak high-pressure nitrogen to fill instantaneous
large-flow gas demand gaps of cutting machines. All rear pipelines adopt 304
stainless steel seamless pipes with pressure resistance up to 2.0MPa,
eliminating risks of pipeline deformation, air leakage and pipe burst under
high-pressure working conditions. It fully matches the hardware interface
standard of laser cutting machines and can be directly connected to air inlet
ports of all brands of laser cutting equipment without additional external
boosting devices.
The fifth level is the integrated intelligent electronic control and safety
protection hardware unit, realizing coordinated operation of all hardware
modules and overall operational safety protection. The complete equipment is
equipped with industrial-grade PLC main control hardware and high-definition
touch HMI display screen, collecting real-time operating parameters of five core
hardware modules including air compressor pressure, purification system dew
point, adsorption tower timing, nitrogen outlet pressure and real-time nitrogen
purity. It supports automatic coordinated start and stop of all hardware
modules. Different from simple electronic control panels of ordinary devices,
this model is fitted with multiple safety protection hardware components
including automatic overpressure pressure relief valve, automatic shutdown
protection under low pressure, hardware alarm for blocked filter elements and
hardware monitoring module for failed molecular sieves. Once any hardware
abnormality occurs, the system will activate on-site protection immediately and
lock fault points, avoiding linkage damage to core components caused by single
hardware failure. Meanwhile, reserved industrial communication interfaces are
available for direct connection with main control systems of laser cutting
machines, realizing linked start and stop between nitrogen supply equipment and
laser cutting machines. The nitrogen generator automatically reduces load and
enters sleep mode when the cutting machine stops, further optimizing overall
hardware energy consumption.
In terms of overall integrated hardware layout, Nitrogen Generator For
Laser Cutting Machine adopts upper and lower layered hardware layout: gas
purification hardware at the bottom, separation main unit in the middle, and
pressure boosting buffer hardware at the top. The shortest gas path design
minimizes pressure loss along pipelines. The whole machine is equipped with
shockproof reinforcement hardware to adapt to vibration working environment
caused by machine tools in laser cutting workshops and prevent air leakage
caused by loose hardware connections. Low-cost simplified nitrogen generators on
the market generally omit key hardware such as adsorption dryers, dual buffer
tanks and boosting modules. Although the upfront procurement cost is lower,
insufficient hardware performance will directly affect finished cutting quality.
In conclusion, the complete customized graded hardware architecture is the core
advantage of laser-cutting-dedicated nitrogen generators adapting to
high-precision cutting processes. Supported by full-link high-configuration
hardware redundancy design, it ensures smooth cutting sections without slag
adhesion and stable equipment operation without shutdown for a long time,
perfectly fitting the long-term continuous, high-precision and high-pressure
production hardware demands of laser processing industry.