Fiber laser cutting manufacturers always focus on analyzing the nitrogen
generator cost for laser cutting when purchasing supporting gas supply
equipment. Different from general nitrogen generators, nitrogen supply for laser
cutting features unique working conditions including instantaneous peak gas
demand, pulsed airflow requirement and mandatory high-pressure gas supply.
Besides, nitrogen purity directly determines cutting quality of stainless steel,
carbon steel and aluminum alloy plates. Insufficient nitrogen purity will cause
common defects such as yellow cutting sections, heavy burrs, severe slag
adhesion and oxidative blackening, further leading to plate scrappage, rework
delay and production capacity decline as indirect production costs. Most
economical nitrogen generators matched with laser cutting machines on the market
suffer from typical link defects including separated gas supply processes,
disconnected procedure connection, no linkage between front and rear links,
delayed response to peak gas demand and lack of dynamic purity calibration.
Adopting open-loop one-way operation mode, these devices cannot match the pulsed
gas consumption rule of laser equipment with fluctuating gas demand. The main
unit runs with constant gas output and cannot adaptively adjust gas pressure and
flow following laser startup/shutdown and peak gas demand, resulting in massive
nitrogen exhaust waste, high electricity bills and increased long-term gas
supply cost. Meanwhile, transient nitrogen purity drop and unstable
high-pressure gas supply will occur, greatly reducing the yield of finished
cutting products. Aiming at the industry pain points of fluctuating gas demand,
strict high-pressure requirement, zero tolerance for purity error and strong
full-cycle cost control demand in laser cutting industry, this dedicated
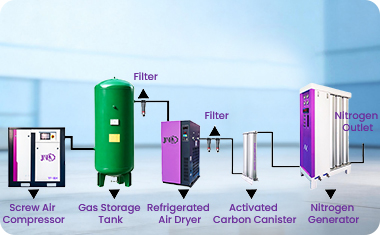
nitrogen generator for laser cutting is equipped with seven integrated
closed-loop gas supply links. It realizes seamless connection, mutual signal
transmission and load linkage covering air intake pressurization, multi-stage
deep purification, PSA nitrogen-oxygen separation, real-time purity monitoring,
high-pressure boosting energy storage, terminal pressure-stabilized gas delivery
and reverse gas demand signal feedback from laser cutting equipment. The
complete closed-loop system eliminates three major cost losses including air
pressure loss, gas production waste and response delay. It controls the initial
equipment procurement cost and reduces four major hidden expenses including
electricity consumption, nitrogen waste, plate scrappage and manual maintenance
in later operation, providing an all-in-one solution to optimize the full-cycle
comprehensive gas supply cost for laser cutting production.
1. Variable-frequency adaptive air intake and pressurization link:
dynamically matching cutting gas load to cut no-load energy consumption from the
source. The whole laser cutting gas supply system adopts atmospheric air as raw
material without external liquid nitrogen storage tank, saving high costs of
liquid nitrogen transportation, filling and low-temperature operation and
maintenance. Abandoning the traditional constant-frequency constant-pressure air
intake mode, the first variable-frequency screw pressurization air intake link
is equipped with cutting gas flow prediction sensors, which synchronously
connect laser cutting machine startup/shutdown signals and real-time
instantaneous gas flow data. It dynamically adjusts air intake volume and
pressurization pressure according to four working conditions including equipment
standby, low-speed cutting, high-speed piercing and thick plate cutting. During
cutting standby gaps, the system automatically switches to low-frequency no-load
energy-saving mode to avoid continuous high-pressure idling power consumption;
during high gas demand peaks for thick plate high-speed piercing, it instantly
improves air intake pressurization power to supplement high-pressure gas source
rapidly. This air intake link eliminates invalid pressurization and no-load
power consumption fundamentally, solving the energy waste problem of
conventional nitrogen generators running at full load regardless of actual gas
demand. It reduces power consumption of the air intake end by 18% monthly and
optimizes the overall nitrogen generator cost for laser cutting from the initial
gas supply link. Meanwhile, the closed noise-reducing air duct at the air inlet
blocks workshop cutting dust and metal debris from entering pipelines,
preventing wear of rear molecular sieves and precision valves, extending the
service life of core accessories and cutting spare parts replacement cost.
2. Three-stage gradient air pre-purification link: thorough removal of
moisture, oil and dust to avoid cutting defects caused by impure gas source.
Laser cutting requires much higher gas source cleanliness than ordinary
industrial gas supply. Trace moisture, oil mist and dust in the air will pollute
laser cutting lens, reduce cutting accuracy and form oxidative defects on plate
cutting sections. As the key transition hub connecting air intake link and core
nitrogen production link, the second pre-purification link adopts a series
closed-loop structure combining refrigerated drying, adsorption deep drying and
three-stage precision filtration without pipeline transfer breakpoints and air
pressure loss throughout operation. It sequentially removes liquid moisture,
residual oil mist and micron-level solid dust in compressed air, stabilizing air
pressure dew point below ultra-low standard of -60℃ and controlling inlet air
oil content within 0.001ppm, meeting the ultra-high clean gas source standard
specially for laser industry. Different from incomplete purification links with
simplified single-stage filtration adopted by ordinary nitrogen generators, this
integrated purification link protects core components such as carbon molecular
sieves and high-pressure booster pumps in an all-round way, avoiding molecular
sieve poisoning failure and high-pressure pump wear caused by impurities. It
greatly reduces equipment maintenance frequency and maintenance cost, ensures
gas source cleanliness, and prevents lens loss and defective cutting plates
caused by impure gas source.
3. Dual-tower PSA seamless switching nitrogen-oxygen separation core link:
constant high-purity gas production to avoid transient purity drop during
cutting. Acting as the core hub of the whole gas supply system, the dual-tower
pressure swing adsorption separation link directly determines nitrogen purity
stability, adapting to graded high-purity gas demand from 99.9% to 99.99% for
laser cutting. Two adsorption towers operate cyclically in four accurate
procedures: pressure adsorption, pressure equalization energy storage, pressure
relief desorption and countercurrent purging. The PLC electronic control system
controls solenoid valve switching within milliseconds to realize seamless
alternate gas production without gas production interval, pressure breakpoint or
purity fluctuation. Optimized with tower internal pressure equalization recovery
process, the link recycles residual pressure energy during pressure relief
process to reduce energy consumption in nitrogen separation. Meanwhile, it locks
dynamic purity threshold to prevent purity drift caused by working condition
fluctuation. Ordinary open-loop separation links are prone to transient purity
drop during peak gas demand, while this closed-loop separation link keeps
nitrogen purity stable and up to standard all the time, thoroughly solving
problems such as yellow sections and edge oxidation in stainless steel cutting
and reducing indirect production cost caused by plate rework and scrappage.
4. Real-time oxygen monitoring and closed-loop automatic calibration link:
automatic parameter adjustment without manual inspection. Lacking independent
monitoring and calibration links, traditional laser nitrogen generators produce
gas with fixed parameters only. Substandard nitrogen will be directly delivered
to cutting stations once working conditions change, resulting in batch plate
scrappage. Equipped with high-precision online oxygen analyzer, the fourth
intelligent monitoring and calibration link monitors oxygen content of outlet
nitrogen 24/7, forming a closed loop of monitoring, feedback and parameter
adjustment linked with the front separation link. Once slight purity deviation
occurs due to ambient temperature change or inlet pressure fluctuation, the
system automatically adjusts adsorption duration and working pressure without
manual intervention to correct nitrogen purity rapidly. In addition, an
automatic vent branch for unqualified nitrogen is equipped to directly discharge
substandard nitrogen and prevent defective gas from entering cutting stations.
This intelligent monitoring link guards the cutting process quality and avoids
huge economic loss caused by batch production scrappage.
5. Multi-stage nitrogen buffer and pressure stabilization link: eliminating
gas production pulse to ensure stable gas supply for cutting. Nitrogen produced
by PSA nitrogen generators carries periodic airflow pulse, which will cause
unstable cutting pressure, uneven cutting lines and piercing failure if
delivered directly to laser cutting machines. The fifth buffer and energy
storage link adopts dual-tank linkage structure consisting of low-pressure
buffer tank and high-pressure stabilization tank. The primary buffer tank
eliminates gas production pulse of the main unit and balances pressure
fluctuation of the separation link; the secondary high-pressure stabilization
tank stores sufficient high-purity nitrogen to cope with instantaneous
ultra-high gas demand during laser piercing. It stores surplus nitrogen during
off-peak gas consumption and supplements pressure instantly during peak gas
demand, solving the most common problem of insufficient peak gas supply in laser
cutting industry. Constant gas pressure is maintained throughout cutting
procedures to obtain smoother and flatter cutting sections and reduce labor cost
of subsequent polishing processes.
6. Dedicated high-pressure boosting gas delivery link: meeting
high-pressure cutting standard of laser equipment and adapting to thick plate
cutting working conditions. Thick plate laser cutting requires high-pressure
nitrogen from 1.2MPa to 1.6MPa to realize high-speed slag removal. Conventional
low-pressure nitrogen generators cannot meet high-pressure gas supply
requirements and need additional external booster equipment, increasing extra
equipment procurement and pipeline renovation cost. The sixth integrated
high-pressure boosting link adopts an integrated booster unit without external
booster equipment, directly boosting stabilized high-purity nitrogen to the
high-pressure standard required by laser cutting. The integrated link has no
external pipeline pressure loss. Built with pressure overload protection closed
loop, the system automatically releases pressure when pressure exceeds standard
and supplements pressure when pressure is insufficient, maintaining constant
high-pressure gas supply. It perfectly adapts to full-scenario laser processing
including high-speed thin plate cutting and high-power thick plate piercing,
eliminating extra cost of external booster equipment and optimizing overall
equipment procurement cost.
7. Reverse gas demand signal feedback closed-loop link for laser equipment:
on-demand gas production throughout the whole link to eliminate nitrogen exhaust
waste. Different from open-loop nitrogen systems with one-way gas supply and no
rear-end signal feedback on the market, this nitrogen generator is equipped with
an exclusive seventh reverse signal feedback link to realize full-process
two-way closed-loop operation. The system collects four real-time operating
signals of laser cutting machines including startup/shutdown status, cutting
speed, gas supply pressure and instantaneous flow, and transmits signals back to
the front-end nitrogen generator main unit to linkage adjust air intake volume,
gas production load and boosting pressure overall. The nitrogen generator enters
low-load sleep mode synchronously when the laser machine is on standby; operates
at full load during high-speed cutting; reduces gas production load
automatically during low-speed cutting. The whole gas supply link operates
dynamically following actual gas demand of laser cutting equipment, completely
eliminating invalid gas production and redundant nitrogen exhaust waste.
Compared with ordinary open-loop nitrogen supply links, it reduces nitrogen
exhaust loss by 41% and overall power consumption by 23%, cutting long-term
energy consumption cost significantly.
Comprehensive cost reduction advantages of full closed-loop links: Most
buyers only focus on upfront equipment purchase price when evaluating the
nitrogen generator cost for laser cutting, ignoring five major hidden costs
including electricity waste, nitrogen waste, plate scrappage, lens loss and
maintenance expense caused by separated gas supply links. Although ordinary
open-loop single-link nitrogen generators have lower upfront procurement price,
independent procedures without signal linkage and adaptive load adjustment lead
to 34% higher annual comprehensive gas supply cost and poor cutting yield rate.
Supported by seven seamless closed-loop gas supply links, this dedicated
nitrogen generator realizes full-process linkage automatic control covering air
intake to terminal cutting gas supply. It features no link breakpoints, no air
pressure loss, no gas production waste, no purity fluctuation and no response
delay. With transparent quotation without hidden charges, the equipment reduces
full-cycle cost in multiple dimensions: cutting no-load electricity consumption,
eliminating nitrogen exhaust waste, reducing plate rework and scrappage,
extending service life of cutting lens and lowering equipment maintenance
frequency. Suitable for thin-plate high-speed fiber laser cutting, thick-plate
stainless steel cutting and aluminum alloy precision cutting, this complete
closed-loop gas supply system delivers constant-pressure, high-purity and stable
nitrogen gas. It balances low upfront procurement cost and low long-term
operating cost, providing a cost-effective full-link energy-saving gas
generation solution for laser sheet metal processing enterprises.