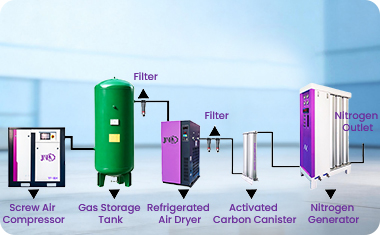
The containerized industrial nitrogen generator system is a fully enclosed, weatherproof integrated large-capacity nitrogen production platform built inside standard ISO shipping containers, designed for remote mining sites, offshore platforms, field oil-gas exploitation, cross-region engineering projects and outdoor unmanned industrial parks lacking fixed factory buildings and supporting infrastructure. Adopting 20ft, 40ft standard general or explosion-proof shipping container carriers, the system integrates full-set air compressor, pretreatment drying unit, PSA high-purity nitrogen host, gas storage tank, intelligent distribution cabinet, ventilation heat dissipation system, dehumidification temperature control system and fire suppression device into container interior, forming a fully independent plug-and-produce nitrogen production station. The container shell undergoes thickened anti-corrosion, salt-fog resistant and ultraviolet-proof coating treatment, adapting to extreme outdoor climates including coastal high-salinity environment, desert high-temperature environment and alpine low-temperature environment, with adaptive working ambient temperature covering -25℃ to 65℃, far exceeding the environmental tolerance of ordinary indoor nitrogen equipment.
Classified into common type, explosion-proof Ex d IIB type and low-temperature resistant customized type, this containerized system supports large-volume stable nitrogen output, with configurable nitrogen flow from 30m³/h to 300m³/h, purity adjustable between 98% and 99.9995%, and customized ultra-low dewaker treatment module available for special gas demand. Different from ordinary mobile nitrogen equipment, it is equipped with independent constant-temperature heat dissipation system, rainproof air intake structure and sand-proof air filtering module, preventing external sand, rain, salt fog and corrosive gas from entering internal pipeline and molecular sieve cabin, guaranteeing 24-hour uninterrupted stable operation for more than 10 years in unmanned field working conditions. The container is equipped with external reserved quick gas interfaces, unified industrial power access ports, lifting lugs and container standard corner fittings, compatible with container trucks, cranes and container stacking equipment, realizing cross-city, cross-region integral transportation and fast site switching without dismantling internal pipeline and control circuits.
Intelligent remote monitoring is the core advantage of this industrial containerized nitrogen system. Embedded industrial IoT module uploads real-time operating data including nitrogen purity, flow, pressure, power consumption and equipment fault code to cloud platform, enabling engineers to conduct remote parameter adjustment, real-time status viewing and remote fault elimination without on-site arrival. For flammable and explosive oilfield, coal mine and chemical outdoor zones, the full-explosion-proof customized version adopts intrinsically safe electrical components, closed spark-proof ventilation structure and automatic gas leakage detection linkage exhaust system, meeting national explosion-proof safety grade standards for hazardous areas. Besides field energy exploitation, it also serves temporary large-scale construction projects, cross-regional factory branch production, emergency backup gas supply for disaster-rescue engineering, and port bulk cargo anti-oxidation protection. It eliminates the investment cost of building special nitrogen production workshops, shortens project commissioning cycle by 60%, and realizes asset reuse via container transfer after project completion, bringing high economic benefits for periodic outdoor industrial projects.