High-end industrial manufacturing processes impose extremely strict
requirements on nitrogen purity, continuous gas supply and air source stability.
For working procedures including lithium battery cell packaging, semiconductor
wafer manufacturing, precision SMT soldering, chemical high-pressure reactor
protection and metal vacuum heat treatment, slight nitrogen purity fluctuation
or trace moisture and impurities contained in gas source will directly lead to
product oxidation, process scrappage and production line shutdown as well as
other major production losses. Most ordinary nitrogen generators on the market
adopt simplified split structure without complete supporting subsystems such as
pre-treatment, precision monitoring and pressure stabilization buffer. They can
only complete basic nitrogen production relying on the main unit, resulting in
common problems including purity drift, impure gas source, large pressure
fluctuation and system linkage lag. Such equipment cannot meet the demand of
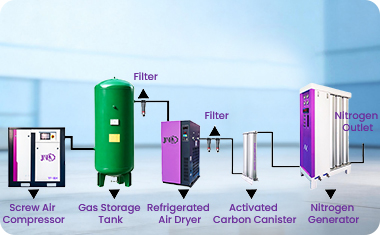
24-hour continuous high-purity gas supply. Equipped with an integrated
closed-loop nitrogen generation system, the high purity industrial nitrogen
generator consists of six independent and interconnected subsystems. It forms a
complete closed-loop process covering air intake, compression purification, gas
molecular separation, real-time purity detection, pressure stabilization
buffering and intelligent operation maintenance. Without system defects or
process breaks, the equipment outputs gradient high-purity nitrogen ranging from
99.9% to 99.999% stably relying on full-system coordination. It thoroughly
solves industrial defects of simple split equipment such as poor system
compatibility, incomplete purification, unstable purity and disconnected
operation linkage. Supported by complete systematic design, it ensures long-term
uninterrupted high-purity nitrogen supply and meets high-precision gas supply
demands across various industrial fields.
1. Screw air compression system: providing stable standard air source and
supporting overall system operation. As the front-end power core and air input
terminal of the whole high-purity nitrogen generation equipment, the air
compression system lays a solid foundation for subsequent subsystems. Equipped
with variable-frequency screw air compressor unit, this system avoids the
defects of ordinary piston air compressors including fluctuating supply
pressure, high oil content and loud operation noise. Adopting closed-loop
variable frequency control, it adaptively adjusts compressed air displacement
according to real-time nitrogen consumption of rear production lines, and keeps
air inlet pressure steadily within the standard range of 0.75~0.85MPa all the
time. Meanwhile, built-in oil-gas separation components conduct primary
filtration of lubricating oil mist in compressed air, limiting air inlet oil
content within 0.01ppm to prevent molecular sieve poisoning and failure caused
by oil contamination entering rear precision separation system. As the first
operating unit of the whole equipment, the compression system eliminates working
condition interference caused by unstable air pressure fundamentally, provides
standard compressed air with constant pressure, matched displacement and low oil
content for subsequent air purification and nitrogen-oxygen separation, and
prevents nitrogen purity decline caused by pressure fluctuation from the air
source source.
2. Multi-stage precision air pre-treatment system: deep removal of
moisture, oil and dust to protect rear core separation system. Untreated
compressed air contains three major impurities: moisture, dust and oil mist,
which are the primary causes of molecular sieve aging failure and continuous
nitrogen purity attenuation, as well as the core system defect leading to
substandard purity of low-end nitrogen generators. Matched with a complete
three-stage integrated pre-treatment system, the equipment forms a gradient
purification chain consisting of refrigerated drying unit, activated carbon oil
removal unit and three-stage high-precision filtration unit. The refrigerated
drying unit condenses liquid moisture in compressed air rapidly and stably
reduces air pressure dew point below -45℃; the activated carbon oil removal unit
deeply adsorbs residual oil mist and organic volatile impurities; three-stage
precision filters intercept large-particle dust, fine solid impurities and
micron-level suspended particles respectively. The whole pre-treatment system
operates automatically in linkage without manual switching, removing more than
99.9% of air impurities and delivering dry, oil-free and dust-free purified
compressed air. The complete front-end purification subsystem prevents
impurities from invading adsorption towers and damaging carbon molecular sieves,
prolongs the service life of core separation media, eliminates impurity
interference during nitrogen-oxygen separation, and builds a solid purification
line for high-purity gas production.
3. Double-tower PSA pressure swing adsorption separation system: core gas
production system for accurate nitrogen and oxygen separation. Serving as the
core functional unit of the high purity industrial nitrogen generator, the
double-tower PSA separation system directly determines nitrogen gas purity and
gas production efficiency. Filled with imported high-density carbon molecular
sieve adsorbent, the two adsorption towers work alternately based on the
difference in diffusion rate between oxygen molecules and nitrogen molecules.
Under pressurized conditions, oxygen, carbon dioxide and residual moisture in
air are adsorbed rapidly, while nitrogen molecules penetrate smoothly and get
enriched. The two towers operate automatically in strict cycles of adsorption,
pressure equalization, pressure relief and purging. The PLC control system
accurately controls valve switching sequence and optimizes pressure equalization
recovery process to recycle residual pressure energy inside towers. It not only
improves nitrogen recovery rate but also reduces overall system energy
consumption. Compared with simple single-tower separation systems, the
double-tower linkage system realizes 24-hour uninterrupted continuous gas
production without gas production interval or pressure breakpoint. Meanwhile, it
supports free switching of three purity grades, outputting 99.9%, 99.99% and
99.999% high-purity nitrogen on demand to match differentiated purity
requirements of various precision industrial processes.
4. Online oxygen analysis and monitoring system: closed-loop real-time
purity calibration to avoid purity drift. Ordinary nitrogen generators lack
independent online monitoring systems and can only produce gas with fixed
parameters. They fail to identify real-time purity changes, so unqualified
nitrogen will be directly delivered to production lines once working conditions
fluctuate, resulting in batch product scrappage. Equipped with an independent
high-precision online oxygen monitoring subsystem, the equipment detects oxygen
content of outlet nitrogen in real time all day long and synchronously converts
real-time nitrogen purity data to the central control touch screen within
milliseconds. Once slight purity drift occurs due to inlet pressure fluctuation,
ambient temperature change or minor molecular sieve attenuation, the monitoring
system feeds back signals to the main control system instantly. The main control
unit automatically adjusts adsorption duration and working pressure to revise
operating parameters dynamically and calibrate nitrogen purity automatically in
closed loop, keeping outlet nitrogen purity within the set standard range
stably. This independent monitoring system realizes full-automatic closed-loop
management covering gas production, real-time monitoring and automatic
calibration, eliminating manual regular nitrogen purity sampling inspection and
preventing unqualified nitrogen from flowing out completely.
5. Nitrogen pressure stabilization and buffer storage system: balancing gas
consumption fluctuation and stabilizing terminal gas supply pressure. Instant
gas consumption peaks and troughs commonly exist in automated industrial
production lines. Without buffer and pressure stabilization system, sudden surge
of rear gas demand will directly reduce pipeline pressure and destroy the inert
protective atmosphere inside welding or drying furnaces. Equipped with an
exclusive nitrogen buffer and pressure stabilization subsystem including
large-capacity gas storage tank and intelligent pressure regulating valve, the
equipment stores qualified high-purity nitrogen to balance internal gas
production fluctuation and external gas consumption fluctuation. It reserves
surplus nitrogen during off-peak gas consumption and supplements pressure
rapidly during peak gas consumption, controlling terminal gas supply pressure
fluctuation within ±0.01MPa strictly. Meanwhile, the buffer system eliminates
air flow pulse inside pipelines and delivers more stable nitrogen flow,
perfectly adapting to precision production scenarios such as semiconductor and
lithium battery manufacturing which are extremely sensitive to gas supply
pressure.
6. Global intelligent PLC centralized electronic control system: unified
scheduling of all subsystems for full-system collaborative linkage. All six
subsystems perform respective functions independently, and are uniformly
scheduled and linked by the central PLC intelligent electronic control system to
realize integrated full-automatic operation of the whole machine. The electronic
control system centrally manages all units including compression, purification,
separation, monitoring, buffering and fault alarm, unifies operating sequence of
each subsystem, and avoids internal system loss caused by mismatched operation
timing. In addition, it is equipped with a global full-range fault
self-inspection module to monitor operating parameters of every subsystem in
real time. When abnormality occurs in a single unit, the system automatically
adjusts upstream and downstream units adaptively and sends hierarchical early
warnings to prevent complete machine shutdown caused by single system fault. The
whole closed-loop nitrogen generation system operates fully automatically from
air intake to gas outlet without manual separate debugging of each
subsystem.
Overall advantages of integrated system coordination: Most low-cost
nitrogen generators on the market cut monitoring, pressure stabilization and
refined pre-treatment subsystems to reduce initial procurement cost. However,
incomplete system configuration leads to unstable purity, high failure rate and
fast consumable loss in long-term operation. Benefiting from complete
closed-loop matching of six core subsystems, this high purity industrial
nitrogen generator improves overall gas production stability by 42%, controls
nitrogen purity error within ±0.01%, extends molecular sieve service life by
35%, and reduces annual unplanned downtime by 88%. Complete systematic
configuration is far more important than single high-performance main unit. Only
full-link system coordination can support long-term stable output of
ultra-high-purity nitrogen, providing stable, clean, high-purity and
zero-fluctuation one-stop on-site nitrogen supply solutions for high-end
precision industrial production.