In humid working conditions such as coastal factories, underground
workshops, chemical wet production workshops and food cold chain processing
workshops, excessive water vapor in the air is highly likely to erode internal
components of nitrogen generators. It will cause damp failure of molecular
sieves, condensation and blockage of pipelines, and circuit short-circuit
faults, greatly shortening the service life of equipment and interrupting the
uninterrupted gas supply process of factories. Developed specifically for harsh
high-humidity environments, the continuous duty nitrogen generator system
focuses on targeted moisture-proof and condensation-proof structural design for
humid working conditions. With optimized full-process moisture-proof technology,
it supports stable 7×24-hour non-stop operation, perfectly adapting to complex
industrial scenarios with long-term high humidity, poor ventilation and high
water vapor concentration. It solves common industrial defects of ordinary
nitrogen generators in humid environments, including surging failure rates,
fluctuating nitrogen purity and incapability of continuous operation.
The targeted design of air intake pretreatment for humid environments
serves as the core protection advantage of this continuous duty nitrogen
generator system. Without advanced front-end water removal modules, ordinary
nitrogen generators allow humid air to directly enter adsorption towers, and
water molecules will stick to pores of carbon molecular sieves, destroying
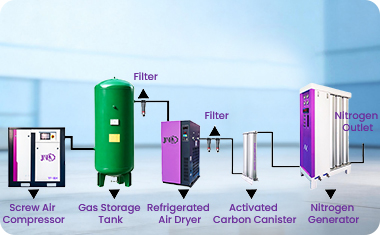
nitrogen separation performance directly. This system is equipped with a
three-stage front-end deep drying and water removal system combined with a
refrigerated air dryer and three sets of high-precision filters. It intercepts
liquid condensed water at the first stage, removes gaseous water vapor deeply at
the second stage, and filters dust and oil mixed in humid air at the third
stage. The air intake dew point is stably controlled below -40℃, blocking water
vapor invasion from the source and preventing irreversible damage to core
adsorption media caused by humid air. It maintains stable gas production
efficiency even in humid weather with heavy rain and high coastal salt fog.
The integrated moisture-proof sealing design of the whole machine and
electrical circuits resists erosion caused by workshop humidity in all
directions. The whole device adopts a fully enclosed integrated cabinet
structure with waterproof and moisture-proof sealing strips installed at all
cabinet joints to prevent external humid water vapor from penetrating into the
equipment. The cabinet surface is coated with thickened epoxy moisture-proof and
anti-corrosion paint, which resists high humidity, salt fog and mold growth,
suitable for long-term use in closed and humid workshops. All electronic control
components are customized with waterproof and moisture-proof performance, and
all wiring terminals are sealed with glue. The PLC control system is equipped
with an independent moisture-proof heat dissipation cabin to avoid electrical
faults such as circuit board short circuit and signal disorder caused by humid
air. The whole continuous duty nitrogen generator system can operate
continuously all year round without being affected by persistent humid
environments.
The system operation logic is optimized for humid working conditions,
balancing continuous operation and automatic moisture-proof maintenance. Fitted
with intelligent humidity sensing modules, the equipment monitors internal
cabinet humidity and inlet air humidity in real time. Once excessive ambient
humidity is detected, the system will automatically start an independent purging
and drying program to drain residual water vapor inside pipelines without manual
operation. Meanwhile, the system maintains a constant continuous gas supply mode
without shutdown or load reduction due to ambient humidity changes, and can
stably provide high-purity nitrogen above 99.9%, meeting uninterrupted nitrogen
supply demands of high-humidity scenarios including electronic wet processing,
chemical wet reaction and seafood preservation.
Most common nitrogen generators on the market are only suitable for
conventional dry workshops and have obvious defects in humid environments.
Centering on humid working condition design, this continuous duty nitrogen
generator system builds a complete moisture-proof system from four dimensions:
air intake processing, cabinet structure, circuit protection and automatic
maintenance. It balances long-term continuous operating capacity and
adaptability to extreme humid environments. No additional external
moisture-proof equipment is required, and the system can be put into use
directly after installation. It provides a safe, stable and low-maintenance
on-site nitrogen generation solution for industrial production in various humid
working scenarios.